虎落硅谷
有兴趣地努力工作,感悟人生。



“物理的尽头是数学”,只有把要“重复”的工艺参数进行量化、并加以控制,才能真正地提高制造工艺的重复能力。
(一)如何对待出现的工艺问题
有工艺制造生产经验的人都有这样的体会:在工艺制造现场,一种问题只要出现过一次,如果没有能找到原因,给予解决,那么这个问题还会不断出现。
很多工艺制造车间还不是非常理想的工艺生产线,如果工艺制造还没有达到受控状态,就会常常出现工艺问题,面对工艺问题是在所难免的。如何对待出现的工艺问题的态度是决定工艺线如何快速回到工艺重复稳定状态的速度、和今后还会出现工艺问题的频率、以及能否逐步提高制造工艺的重复性。
正确对待出现的工艺问题,就要做到“三不放过”原则:
(1)即问题原因不查明,不放过。
(2)改进措施不落实,不放过。
(3)相关人员没有受到教育,不放过。
如果还没有建立一套高效的失效分析体系,查明问题原因是非常困难的。FISH BONE方法是一个经典的方法,即:

(1)客观地罗列出工艺问题的各种现象和因素。
(2)然后列出所有可能原因,不要主观臆断,不要轻易下结论。避免受习惯思维的影响,不要有任何偏见,进行脑袋风暴,相信任何事都可能发生(YOU NEVER KNOW)。
(3)在所有列出的可能原因中,运用推理和验证,逐步去掉一些不可能的原因。如果能有办法确定好的和正确的东西,对失效分析的效率会大大提高。
(4)不要急着很快做工艺试验,要“谋而后动”。在经过筛选的可能原因中,按难易程度、成本高低、速度快慢等排序。先从速度快、成本低的原因开始排查和验证。当然有些可以齐头并进,以提高失效分析的效率。
(5)最好的方法是不做工艺实验,能从数据中分析出原因(如同打仗时,最好是不战而屈人之兵)。
工艺问题往往会耽误生产线很多生产时间,直接影响制造产能,建立一套高效的失效分析体系,对工艺制造生产线非常重要。
(二)SPC 控制图表(SPC Control charts)
SPC控制图是对制造工艺过程或结果的参数加以测定、记录从而进行控制管理的技术方法。制造工艺过程中存在着各种变异,受到时间和空间的影响,即使在理想的条件下获得的工艺结果也会存在一定的偏差。当某一个结果超出了误差的允许范围时,就表明工艺设备或工厂条件发生了变化或漂移。
SPC是一种用来分析数据、并利用分析结果来解决实际问题的方法。SPC在所有现代化工厂中得到了普遍应用。

如上图所示,一般的SPC图表都会出现工艺结果参数测试值在某个范围中上下变动,这是有多种原因造成的,可能是原材料、设备、动力环境、测试问题、或操作员操作不当所造成的。
SPC控制图在做产品失效分析和工艺重复性控制起到了很重要的作用,但要进一步提高工艺重复性,就不要仅仅停留在SPC控制图表这个工具上。
(三)六西格玛(6 sigma,6σ)概念
这里简单介绍六西格玛(6σ,Six Sigma)管理概念,她是一种管理哲学,于1986年由摩托罗拉公司的比尔·史密斯提出。6σ管理法是一种统计评估法,核心是追求零缺陷生产,防范产品责任风险,降低成本,提高生产率和市场占有率,提高顾客满意度和忠诚度。6σ管理既着眼于产品、服务质量,又关注过程的改进。“σ”是希腊文的一个字母,在统计学上用来表示标准偏差值,用以描述总体中的个体离均值的偏离程度(也即重复程度),测量出的σ表征着诸如单位缺陷、百万缺陷或错误的概率牲,σ越小,过程的波动越小(即偏离程度小、重复程度高)。如果用σ做度量单位,以平均值为中心的-Nσ到+Nσ的范围仍然是合格产品,则N值越大,缺陷或错误就越少。6σ是一个目标,这个质量水平指的是所有的过程和结果中,99.99966% 是无缺陷的,也就是说,做100万件事情,其中只有3.4件是有缺陷的,是人类目前能够达到的最为完美的境界。6σ管理关注过程,特别是企业为市场和顾客提供价值的核心过程。因为过程能力用σ来度量后,Nσ的N值越大,过程的波动越小,过程以最低的成本损失、最短的时间周期、满足顾客要求的能力就越强。6σ理论认为,大多数企业在3σ到4σ间运转,也就是说每百万次操作失误在6210-66800之间,这些缺陷要求经营者以销售额在15%-30%的资金进行事后的弥补或修正,而如果做到6σ,事后弥补的资金将降低到约为销售额的5%。6σ的核心是“重复”,即使在合格的范围内,也要重复在一个很窄的平均值附近,不能因为有些参数越小越好或越大越好,就使得它们偏离目标平均值。
为了更加清楚地描述六西格玛(6 sigma,6σ)的概念,这里先复习一下有关的数学统计知识和相关的概念:
1、平均值μ(average or mean value)
平均值就是工厂常说的均值。这是在多次(N次)采样或数据收集后对某一工艺参数做出平均计算,其公式如下:

2、标准偏差σ
标准偏差是每次测量值和所有测量值的算术平均值、之差的、平方的、算术平方根。

标准偏差σ 其实就是1σ,或者说1σ就是1个标准偏差。
3、正态分布和6σ(Six Sigma)
如果把任何一个重复工艺(工艺条件形同)结果的测试参数(如RTP快速退火后的方块电阻,或溅射台溅射在wafer上的薄膜厚度),进行多次数据统计,就会发现它们是如下所示的“钟形”正态分布曲线:

如果产品合格的上限USL能到+6σ的地方,下限能到-6σ的地方,那99.999999998% 的产品是合格的,产品处于受控状态。如果产品合格的上限USL只能到+1σ的地方,下限只能到-1σ的地方,那68.27 % 的产品是合格的,产品属于不可控状态。如果产品合格的上限USL只能到+3σ的地方,下限只能到-3σ的地方,那99.73 % 的产品是合格的,产品属于可控状态,这是目前大多工厂的水平。具体如下表所示:
|
Sigma 指标 |
产品 合格率 |
每百万产品 的废品数 |
|
+/- 1 σ |
68.27 |
317300 |
|
+/- 2 σ |
95.45 |
45500 |
|
+/- 3 σ |
99.73 |
2700 |
|
+/- 4 σ |
99.9937 |
63 |
|
+/- 5 σ |
99.999943 |
0.5 |
|
+/- 6 σ |
99.999999998 |
0.002 |
4、工艺漂移
当工艺稳定重复时,工艺结果是正态分布。但如果有操作工的误操作、或者设备的故障漂移、动力条件的变化,材料来源不重复等,会造成工艺结果的有规律的漂移。如下图所示,这些工艺不重复会很容易造成工艺结果+-1.5σ的漂移:

由于工艺漂移,造成的产品合格率大大降低,如下图所示工艺漂移前后的对比:
|
Sigma 指标 |
工艺漂移 后 产品 合格率 |
工艺漂移后 每百万产品 的废品数 |
工艺漂移 前 产品 合格率 |
工艺漂移前 每百万产品 的废品数 |
|
+/- 1 σ |
30.23 |
697700 |
68.27 |
317300 |
|
+/- 2 σ |
69.13 |
308700 |
95.45 |
45500 |
|
+/- 3 σ |
99.3197 |
66803 |
99.73 |
2700 |
|
+/- 4 σ |
99.38 |
6200 |
99.9937 |
63 |
|
+/- 5 σ |
99.9767 |
233 |
99.999943 |
0.5 |
|
+/- 6 σ |
99.99966 |
3.4 |
99.999999998 |
0.002 |
5、工艺(制程)精密度。
对于机械加工,加工精度在10到0.1μm,表面粗糙度在0.1μm以下,就属于精密加工。而半导体工艺制造也是有加工精度的,通常用工艺精密度Cp,表示。工艺(制程)精密度(Cp, capability or performance index) 的表达公式如下:

如果产品合格的上限USL和下限LSL分别在+3σ和-3σ处,则工艺(制程)精密度Cp为1.0。如果产品合格的上限USL和下限LSL分别在+6σ和-6σ处,则工艺(制程)精密度Cp为2.0。Cp越大,工艺制造精度越高。
6、工艺能力指数(Cpk index)。
工艺(制程)能力指数是用数字描述工艺重复能力的形式。Cpk的定义如下:

其中m为工艺结果参数的目标期望值(target value),µ是实际偏向USL或LSL的实际工艺参数的测量值。假设m=0σ, µ=+/- 1.5σ,USL=6σ,LSL=-6σ, Cp=2.0, 则对于工艺漂移+/- 1.5 σ的Cpk 为1.5,计算如下:
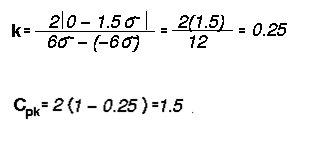
如果没有工艺漂移,则Cpk 为2.0。Cpk 越小,表明工艺重复性越差。
(四)“重复、重复、再重复”的工艺控制
工艺制造涉及到人、机、料、法、环。这些都能稳定、重复才能保证工艺制造的重复。
1、人的因素主要在观念,其次才是技能。有了正确的观念,培养良好的技能就会有章可循。树立正确的观念需要很多篇幅,这里只简单地强调一些重点:
(1)要有积累的意识,不仅是技术知识和技能的积累,还要注意方法和制度的积累。以及与时俱进,先进观念的积累。
(2)提高沟通技术。执行力的效果取决于沟通的效果(COMMUNICATION IS WHAT YOU GET)。在潜意识中熟练沟通的7C原则:完整(Complete)、简明(Concise)、体贴(Considerate)、具体(Concrete)、清晰(Clarity)、礼貌(Courtesy)和正确(Correct)。避免沟通的漏斗效应。
(3)要能务实地掌握客观需求,要能抓住主要矛盾去解决实际问题,而不是人云亦云地停留在次要矛盾或问题上。
(4)要有团队精神。每个人的能力和精力都是有限的,只有联合起来才会力量大。水涨船高,在成就别人的时候,同时也成就自己。
(5)每个人都是领导。领导的概念:领导就是在其他人都还没有考虑如何做事时,提前花时间准备方案,考虑布局。每个人在自己的岗位上要充分调动对这个岗位积极有利的因素,要取得同事、厂家或客户的配合,给主管提出合理的建议。对同事的过失的处理:即原则又友好,不能视若无睹,这样对工厂和自己都不负责任。对客户,对厂家也是如此。
(6)坚持原则和标准、遵守制度。不能在制度和规则上过于灵活。即使这个制度有缺陷甚至是错误的,但为了重复以前的工艺制造,在没有新的正确的制度颁布前,不要做任何修改。所谓“做事不到位”,就是对原则、或标准、或制度、或规则,随意地做了自以为正确的修改或漂移。
每个工厂的工艺(制程)能力和他们的观念有着很大的关系,即所谓错误的观念产生错误的决策。“能用就行”,常常喊出这样口号的工厂,只能满足于1σ的工艺(制程)能力。“差不多”,还“凑合”最多只能达到2σ的工艺(制程)能力,工艺不能达到可控状态。当一个工厂只讨论工艺精密度,而不能系统精确的讨论工艺(制程)能力指数时,表明工艺还不能达到受控状态。
2、机器(设备)。要重视设备保养和维护,建立设备保养卡或维护记录,同人的病历一样。保养花小钱,修理花大钱,如汽车保养一样,不要等到出了故障才花大量人力物力来维修,耽误很多工艺制造时间。
工欲善其事必先利其器。一代设备、一代器件已经是不争的事实。目前许多工厂对设备的生产性能比较重视,而对非生产性部分如在线检测和GEM/SECS II工艺参数实时监控不够重视。
如果工艺设备没有工艺参数自动记录的功能,就不可能形成准确、实时、完整的SPC控制图表。利用手工记录会有很多人为的错误记录和不连续性。设备没有用PC电脑控制是很难提高工艺重复性的。只有监控设备相关参数的SPC控制图表、Cp和Cpk,不仅能根除隐患,而且能防患于未然,保证工艺条件稳定重复。
3、材料。材料的重复非常重要,不重复的材料不仅出不了正确、重复、合格的产品,还常常要修正工艺结果而把工艺带偏,造成工艺漂移。但厂家的材料不一定很重复,所以合格的、信得过的厂家非常重要。一定要记录每次材料的批号,如有机溶剂批号,光刻胶批号等,一旦发现该批次材料有问题,就及时同厂家反馈。不要把每批材料都用完才用下一批材料,如一批硫酸有10瓶,要留2瓶到下一批的10瓶用完8瓶才用。这样当工艺出现漂移或失效分析时,对于不明原因的相关工艺,要用以前经过工艺经过验证是合格的、好的材料来进行工艺试验,排查是否是材料不重复引起的工艺漂移。所以平时一定要留一些经过工艺验证是合格的材料做Golden sample。我们制造半导体工艺设备的生产也一样,对厂家的来料做批次记录,对来料一定要进行检验,不能认为所有来料都是合格、重复的产品。不要把每批材料都用完才用下一批材料,平时一定要留一些经过装配、测试验证是合格的材料做Golden sample。
4、法规。建立在工艺造成过程中必须遵循的规章制度,它包括:工艺指导书,标准工序指引(SOP),生产图纸,生产计划表,产品作业标准,检验标准,各种操作规程等。它们在这里的作用是能及时准确的反映产品的生产和产品质量的要求。严格按照规程作业,是保证产品质量和生产进度的一个条件。
不要被常规的工艺参数所限制,只要问题能以数字来表示,就可以应用SPC控制图表、Cp 和Cpk来分析,以保证各种条件都能“重复、重复、再重复”。
例如RTP快速热处理工艺设备,除了基本的气体流量控制,最高温度,一个很重要的Psum,它是工艺某一段时间(每一个上升ramp up和平台Steady)的加热功率的积分,也即加热能量。相同的工艺条件(对于一个特定的菜单),同样的晶片(wafer),所需要的加热能量是一样的,Psum的SPC图表是稳定在一个范围内。如果Psum发生漂移,说明设备的状态发生变化,可能加热的碘钨灯退化、或石英腔体表面太脏需要清洗、或测温器件漂移(如TC接触不好,pyrometer的冷却水温改变了等)。虽然设备上菜单设有报警上下限,但等到报警时,工艺已经逐渐漂移了一段时间,这会影响6σ的工艺能力指数,也即工艺发生了漂移。如果利用SECS/GEM,自动生成Psum的SPC图表,观察Psum的Cp 和Cpk值,不必等到出现工艺报警或工艺结果出了问题才采取措施,就会使工艺出于受控状态。
真空设备的腔体的体积是一定的,每次抽到本低真空(Pump down to base)的时间是相同的,Vent到大气的时间也是相同的。把这2个时间用SPC图表跟踪,如果突然发生变化或慢慢漂移,就要检查真空泵的抽速问题,和与VENT有关的气阀、气体压力调节阀等故障问题,不要等到工艺结果出了问题才做失效分析。在真空设备的SECS/GEM的工艺结果参数或数据(Data Variable)中有PUMP_DOWN_BASE_TIME和VENT_TO_ATM_TIME这两个参数,可以通过SECS/GEM自动生成SPC图表,非常简单和直观的监控真空泵和有关的气阀、气体压力调节阀等是否工作正常。
5、环境。任何事情存在和发展都是具有一定条件的。“水、电、气”是保证工艺稳定重复非常关键的环境条件,但人们常常不够重视。这不仅表现在设备维修时常常忘记考虑环境条件的因素,在建立工艺线时,也把环境条件的建设当作是低端技术,分配给一般技术员也分管。很多设备问题其实是环境造成的,如设备供电的接地不良、外来电子干扰或机械振动干扰,其它设备的各种干扰。动力条件的不稳定,如压缩空气的压力、清洁度(油水含量),PURGE工艺腔体的氮气压力和干燥度,冷却水的水温(水温过低会使得水管外结露而造成附近的电子器件短路或打火)和清洁度。超净间的温度和湿度对工艺和对设备的影响 (光刻胶的粘合,冷却水结露)。保证去离子水每立方厘米少于4个细菌,才能保证光刻工艺的显影稳定重复。现在计算机技术发展很快,已经很容易自动记录各种环境的参数。
总之,要提高造成工艺的重复性,就必须具有六西格玛(6 sigma,6σ)的概念和观念,在计算机已经非常普及的今天,利用计算机技术提高SPC控制图、工艺精密度Cp和工艺能力指数Cpk的精确性、实时性(自动性)和连续性,对提高造成工艺的重复性会起到事半功倍的效果。
